 Need assistance?
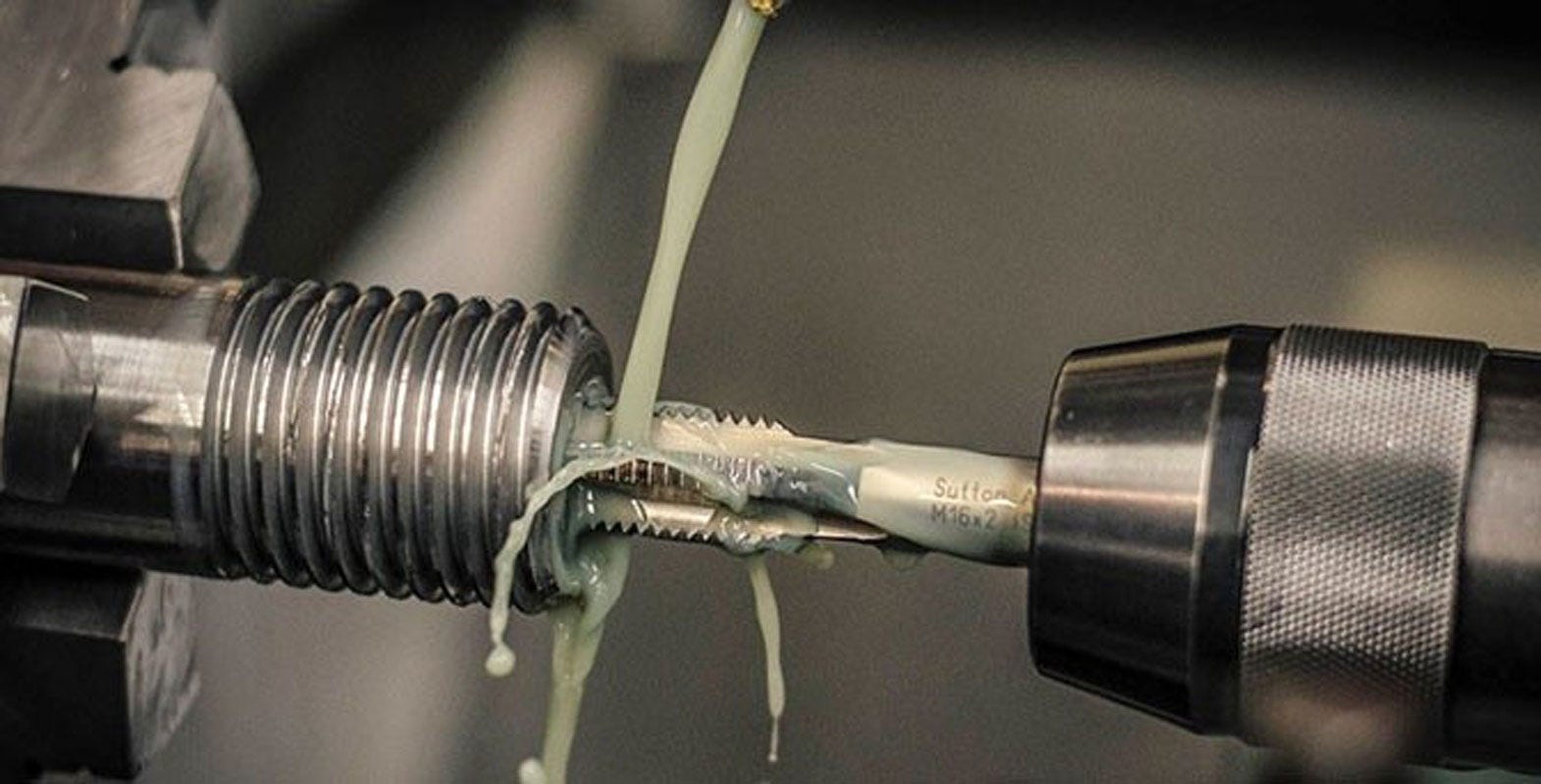
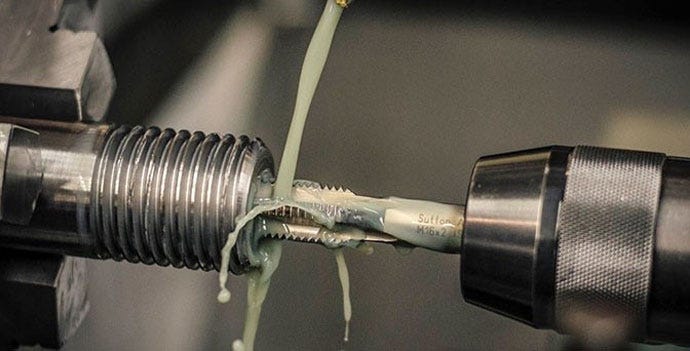
Need assistance?17 troubleshooting tips for threading with metal cutting taps
Having issues with your threading? Not sure what's going wrong? Read on below for 17 of the most common issues when tapping metal and their solutions...
Troubleshooting Guide
1. My tap keeps breaking
Potential causes & solutions:
- Dull tap - change to a new tap
- Drilled hole too shallow - drill the hole deeper
- Incorrect tapping drill size - adjust to the correct size
- Work is not being held in place sufficiently - tighten or change your holding device
- Insufficient or incorrect lubrication - adjust
- Misalignment of tap and hole - re-align
- Faulty machine or tap - check with your supplier
- Tap incorrectly ground - re-grind or change your tap
- Tap drill too small - adjust to a larger size
- Working with hardened material - decrease your speed
- Wrong type of tap - check and adjust
2. Tap loading
This is where the metal is sticking to the tap.
Potential causes & solutions:
- Insufficient or incorrect lubrication - adjust
- Using a dull tap - sharpen or change to a new tap
- Producing too much thread - decrease the size of your drill tap to match the hole size
3. The thread produced is rough
If the thread you're producing is rough this generally shows the tap is pushing or tearing at the metal rather than cutting it. Potential causes & solutions:
- The tap is dull - sharpen or change your tap
- Thread loading - see previous issue above
- Going too slow - increase your speed
- Cutting face hook angle is too small - increase the size
4. Hole size too big or too small
Potential causes & solutions:
- Incorrect pitch diameter selected for size of thread - Check the tap for correct pitch diameter limit for the desired class of thread
- Incorrect drill for size - adjust your drill size
5. Crappy finish on tapered part of the thread
Potential causes & solutions:
- Chips not being cleared properly - check your lubricant and/or reverse the tap slowly to break chips
- Dull tap - sharpen or change to a new tap
- Insufficient number of chamfered threads - change to a tap with more chamfered threads
- Incorrect face angle (usually too small) - adjust (increase) face angle
- Insufficient or incorrect lubrication - adjust
- Misalignment of tap and hole - re-align
- Pitch diameter relief required - allow for thread relief
- Faulty machine or tap - check with your supplier
- Tap drill too small - increase your tap drill
- Wrong tap selection - check and adjust
6. Bell mouthed result
This is often the result of excessive taper at the top of the hole, causing a bell shaped extrusion. Potential causes & solutions:
- Incorrect feed rate - adjust
- Incorrect tapping drill - check and adjust
- Insufficient or incorrect lubrication - adjust
- Incorrectly ground tap - re-grind
- Misalignment - re-align
- Faulty machine or tap - check with your supplier
- Wrong tap selection - check and adjust
7. Tap overheating
Potential causes & solutions:
- Dull tap - sharpen or change to a new tap
- Excessive land width - reduce
- Excessive flank contact - allow for pitch diameter relief
- Excessive tapping speeds - reduce your speed
- Insufficient or incorrect lubrication - adjust
8. Sticky tap or binding
Potential causes & solutions:
- Tap drill too small - increase size
- Tap lands too wide - reduce
- Incorrect cutting face angle - check and adjust
- Insufficient or incorrect lubrication - adjust
9. Torn or rough threads
Potential causes & solutions:
- Incorrect face angle (usually too small) - adjust (increase) face angle
- Tap drill too small - check and increase size
- Chips clogging flutes - check your lubricant and/or reverse the tap slowly to break chips
- Broken threads on taps - hole is too small, increase tap size
- Incorrect resharpening of tap - re-sharpen or change tap
- Insufficient or incorrect lubrication - adjust
10. Chipped teeth on my tap
Potential causes & solutions:
- Incorrectly sharpened/blunt tap - re-sharpen or change tap
- Tap hits bottom of hole - allow for pitch diameter relief
- Faulty machine or tap - check with your supplier
11. Reversing failures
Potential causes & solutions:
- Tap cutting too tightly - increase cutting face angle
- Tap galling - increase the face angle on the back of the land
- Chips wedged between flutes - see below
12. Chips clogging flutes
Potential causes & solutions:
- Wrong type of tap - change it
- Insufficient chamfer - increase it
- Incorrect cutting face angle - adjust
- Rough flutes - regrind or change your tap
- Flutes incorrectly reground - regrind or change your tap
- Insufficient or incorrect lubrication - adjust
13. Stripped or chipped tap threads
Potential causes & solutions:
- Misalignment - re-align
- Careless handling - treat all tools with care
- Dull Tap - re-sharpen or change tap
- Tap too hard - use HSS taps
- Wrong application of surface treated taps - check your application
- Incorrect sharpening of tap - re-sharpen or change tap
14. Excessive tap wear
Potential causes & solutions:
- Incorrectly sharpened/blunt tap - re-sharpen or change tap
- Insufficient or incorrect lubrication - adjust
- Abrasive material being used or inclusions present - surface treated tap required
- Misalignment - re-align
- Speed too high - slow down
- Wrong tap selection - check and adjust (larger drill required)
15. Excessive frictional drag and power requirement
Potential causes & solutions:
- Pitch diameter relief required
- Point size on tap too small - increase size
- Dull tap - re-sharpen or change tap
- Incorrect cutting face angle - adjust
- Incorrect tapping speed - increase speed for soft metals and decrease for harder metals like stainless steel
- Insufficient or incorrect lubrication - adjust
- Incorrect or inadequate equipment - always use the correct tools for the job and choose quality equipment
- Misalignment - re-align
16. Cold welding
Cold welding is when two solids bond together and fuse when enough pressure is applied. This is more likely to occur with softer metals like aluminium.
Potential causes & solutions:
- Blunt or incorrectly sharpened tap - re-sharpen or change tap
- Insufficient or incorrect lubrication - adjust
- Tapping speed too high - slow down
- Material too soft - change to a suitable tap
- Wrong material composition - adjust your tap
17. Cutting face breakdown
Potential causes & solutions:
- Incorrect cutting face angle - adjust
- Surface treatment required
Shade selection isn't the only thing you should be aware of. A lot of auto-darkening welding helmets also include delay and sensitivity controls. These further protect you, by tailoring the adjustments to suit your specific task, environment and lighting conditions.
-
 12 common drilling problems and how to avoid them
12 common drilling problems and how to avoid themIt always looks so easy when someone else drills that perfect hole. They...
Read more -
 These are the best selling Mag Drills...find out why!
These are the best selling Mag Drills...find out why!Introducing the Evolution ME42 Magnetic Drill and the Euroboor Low Profi...
Read more -
 Exclusive to Euromarc - ELITE drills
Exclusive to Euromarc - ELITE drillsExperience an all new drilling sensation with our ELITE drill range. Exc...
Read more